文章信息
- 分类
- 案例展示
- 发布日期
- 2026年6月13日
- 语言版本
- 中文 · English
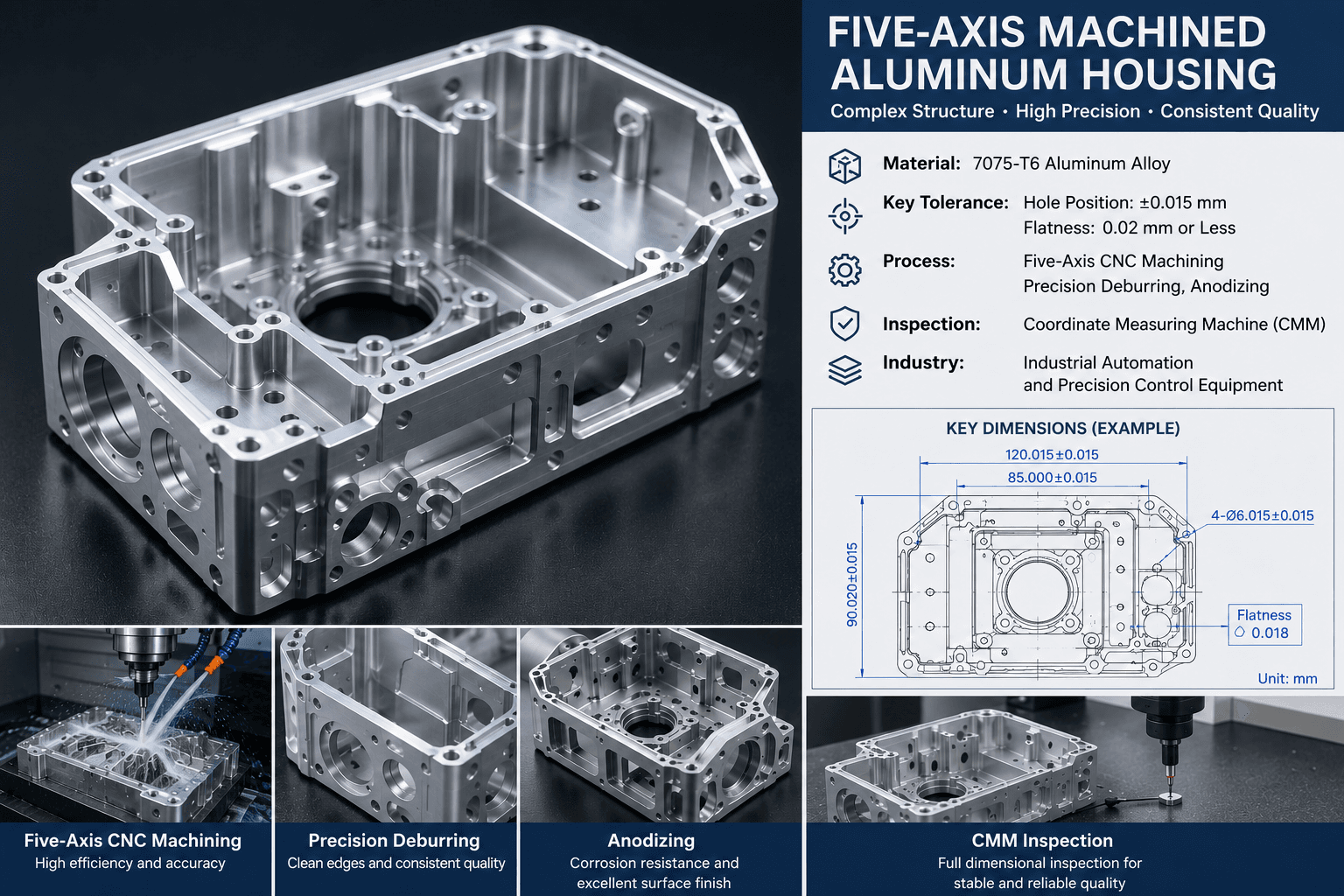
五轴加工铝合金壳体
本案例采用7075-T6铝合金,通过五轴CNC加工、精密装夹与三坐标检测,实现复杂薄壁壳体±0.015mm关键精度和稳定批量交付。
项目背景
某高端工业自动化设备客户需要开发一款铝合金精密壳体,用于核心传感与控制模块的安装。该零件外形包含多处异形曲面、斜孔、深腔、薄壁结构和高精度定位面,既要保证装配尺寸稳定,又要兼顾轻量化、散热性能和外观一致性。客户原有供应商在试制阶段出现薄壁变形、孔位偏差和表面刀纹明显等问题,导致装配间隙不稳定,无法满足小批量导入要求。
材料与技术要求
本项目选用7075-T6铝合金作为主体材料。该材料强度高、重量轻、切削性能良好,适合用于对刚性和轻量化都有要求的工业壳体。客户要求关键安装面平面度控制在0.02mm以内,定位孔孔距公差控制在±0.015mm,腔体壁厚最薄处仅1.2mm,表面处理后不得出现明显变形、碰伤、毛刺和色差。
- 材料:7075-T6铝合金
- 工艺:五轴CNC加工、精密去毛刺、阳极氧化、三坐标检测
- 关键公差:孔距±0.015mm,平面度0.02mm以内
- 应用行业:工业自动化与精密控制设备
工艺难点
该壳体的主要难点集中在三个方面。第一,零件壁薄且腔体较深,粗加工后内应力释放容易造成边缘翘曲;第二,多个安装孔分布在不同角度的斜面上,如果采用多次换装,累积误差会直接影响装配精度;第三,外观面要求均匀细腻,阳极氧化后刀纹、划伤和局部振纹都会被放大,对刀具路径和表面保护提出了更高要求。
解决方案
针对薄壁变形问题,我们在工艺评审阶段重新规划了粗精加工顺序,采用对称去料和分层余量控制策略。粗加工后安排自然时效释放应力,再进行半精加工和精加工,以降低最终尺寸漂移。夹具方面,我们设计了专用软爪与定位支撑结构,在保证装夹刚性的同时避免局部压伤薄壁区域。
对于多角度孔位和复杂曲面加工,我们采用五轴联动加工方案,将原本需要多次装夹完成的特征集中在一次基准体系内加工。这样不仅减少了换装误差,也提升了孔位、斜面和腔体之间的位置一致性。刀具选择上,粗加工采用高效铝用立铣刀,精加工阶段使用小直径球刀与圆鼻刀组合,配合恒定步距策略,确保曲面过渡均匀、刀纹可控。
质量控制
生产过程中,我们建立了首件、巡检和终检三级质量控制流程。首件完成后使用三坐标测量关键孔距、平面度、垂直度和腔体位置度,并根据测量数据进行刀补修正。批量加工阶段,对刀具磨损、夹具定位面清洁度和加工温度进行持续监控,避免因热变形或刀具钝化造成尺寸波动。阳极氧化前后分别进行外观检查,重点确认边角无毛刺、安装面无碰伤、螺纹孔无堵塞。
交付结果
经过工艺优化后,样件一次装配通过,关键孔距稳定控制在±0.012mm以内,平面度检测结果优于0.018mm。批量阶段,零件外观一致性明显提升,薄壁区域未出现明显翘曲,客户装配线反馈安装顺畅,传感模块定位稳定。该项目最终实现从试制到小批量生产的平稳切换,为客户缩短了新产品验证周期。
案例价值
本案例体现了五轴CNC加工在复杂铝合金壳体制造中的优势。通过合理的材料余量管理、专用夹具设计、一次基准加工和全过程检测,可以有效解决薄壁变形、多角度特征加工和高精度装配之间的矛盾。对于工业自动化、机器人、检测设备和精密仪器等行业,此类加工方案能够在保证精度的同时提升交付稳定性和产品一致性。