Article Info
- Category
- Case Study
- Published
- June 13, 2026
- Language
- 中文 · English
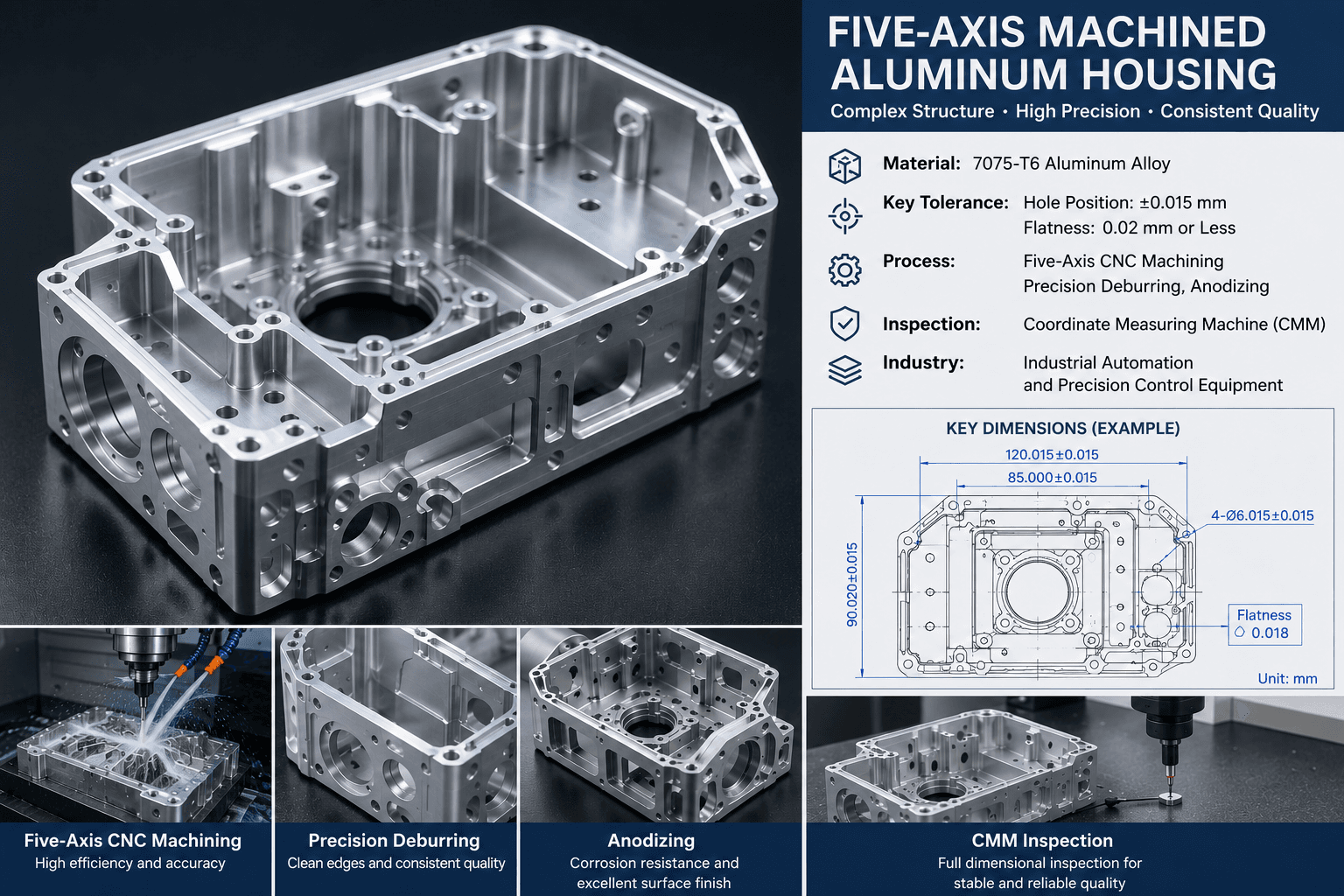
Five-Axis Aluminum Housing
This case features a 7075-T6 aluminum housing manufactured by five-axis CNC machining, precision fixturing, deburring, surface treatment, and CMM inspection. The project achieved ±0.015 mm critical tolerance, stable thin-wall control, and reliable batch delivery for high-end industrial equipment.
Project Background
A customer in the high-end industrial automation sector required a precision aluminum housing for a core sensing and control module. The component featured complex curved surfaces, angled holes, deep pockets, thin walls, and several high-accuracy mounting interfaces. In addition to dimensional stability, the customer expected lightweight construction, good thermal performance, and consistent cosmetic quality after surface finishing.
During the prototype stage, the customer had experienced issues with another supplier, including thin-wall deformation, inconsistent hole positions, visible tool marks, and unstable assembly clearance. These problems affected the installation of the internal module and delayed the transition from prototype verification to pilot production. Our task was to redesign the machining process and deliver a reliable batch manufacturing solution.
Material and Requirements
The housing was manufactured from 7075-T6 aluminum alloy. This material was selected because it offers high strength, low weight, good machinability, and excellent suitability for precision industrial housings. However, due to its strength and the thin-wall geometry of the part, machining stress and clamping pressure had to be carefully controlled throughout the process.
- Material: 7075-T6 aluminum alloy
- Process: five-axis CNC machining, precision deburring, anodizing, and CMM inspection
- Critical tolerance: ±0.015 mm for key hole positions
- Flatness requirement: within 0.02 mm on critical mounting surfaces
- Minimum wall thickness: approximately 1.2 mm
- Application: industrial automation and precision control equipment
Manufacturing Challenges
The first challenge was thin-wall deformation. The housing included a deep internal cavity and several lightweight wall sections. If too much material was removed in a single operation, internal stress release could cause edge lifting or local distortion. This would directly affect the flatness of the mounting surface and the final assembly accuracy.
The second challenge was multi-angle feature machining. Several holes and mounting interfaces were located on inclined surfaces. A conventional three-axis process would require repeated setups, which would increase cumulative positioning error. For a part with a ±0.015 mm hole-position requirement, every additional clamping operation would introduce risk.
The third challenge was surface consistency. After anodizing, small scratches, chatter marks, uneven cutter paths, or burrs could become more visible. The part therefore required not only accurate machining, but also controlled tool paths, stable cutting parameters, careful handling, and detailed inspection before and after finishing.
Process Solution
To reduce deformation, we redesigned the machining sequence. Rough machining was performed with balanced material removal on both sides of the part, while sufficient allowance was left for semi-finishing and finishing. After roughing, the parts were allowed to release stress before final precision machining. This helped minimize dimensional drift during the later stages of production.
A dedicated fixture system was developed for the housing. Soft jaws and custom support points were used to improve rigidity while avoiding excessive pressure on thin-wall areas. The fixture located the part from stable datum surfaces, ensuring that the critical mounting features remained consistent from part to part.
For the angled holes, curved surfaces, and deep cavity features, we applied a five-axis CNC machining strategy. By machining multiple features within one datum system, we reduced the number of setups and improved the positional relationship between holes, pockets, and external surfaces. This approach was especially important for maintaining assembly accuracy across the entire batch.
Tooling was also optimized. High-efficiency aluminum end mills were used for roughing, while smaller ball-end and corner-radius tools were applied during finishing. Constant step-over strategies were used on cosmetic surfaces to create a uniform texture and reduce visible tool marks. Cutting parameters were adjusted to balance surface quality, tool life, and dimensional stability.
Quality Control
A three-stage inspection process was implemented: first article inspection, in-process inspection, and final inspection. After the first article was completed, critical dimensions such as hole spacing, flatness, perpendicularity, and pocket position were measured using a coordinate measuring machine. Based on the inspection data, tool offsets were adjusted before batch production.
During production, operators monitored tool wear, fixture cleanliness, clamping repeatability, and machining temperature. These controls helped prevent tolerance drift caused by thermal expansion, tool wear, or chip accumulation on locating surfaces. Before anodizing, every part was checked for burrs, sharp edges, scratches, and thread quality. After anodizing, the parts were inspected again for color consistency, surface defects, blocked threaded holes, and handling marks.
Final Results
After process optimization, the prototype passed assembly verification on the first trial. The key hole-position tolerance was consistently controlled within ±0.012 mm, and the measured flatness of the critical mounting surface was better than 0.018 mm. Thin-wall areas remained stable without obvious warping, and the anodized surface showed improved consistency compared with the previous prototype batch.
In pilot production, the customer reported smooth installation on the assembly line. The sensing module was positioned reliably, and the housing maintained stable fit with mating components. The improved process helped the customer shorten the product validation cycle and move from prototype testing to small-batch production with reduced manufacturing risk.
Case Value
This case demonstrates the value of five-axis CNC machining for complex aluminum housings. By combining proper material allowance planning, stress-control machining, custom fixturing, one-datum multi-angle processing, and full-process inspection, it is possible to solve the common conflict between thin-wall structure, complex geometry, high precision, and cosmetic requirements.
For industries such as automation equipment, robotics, optical inspection systems, and precision instruments, this manufacturing approach provides a practical route to stable quality and repeatable delivery. It is especially suitable for aluminum components that require tight tolerances, lightweight design, reliable assembly, and consistent surface finishing in both prototype and small-batch production stages.